

چگونه می توان سرعت تولید خط اکستروژن WPC Decking را بهبود بخشید؟
بهینه سازی سرعت تولید برای خطوط اکستروژن عرشه WPC: راهنمای جامع
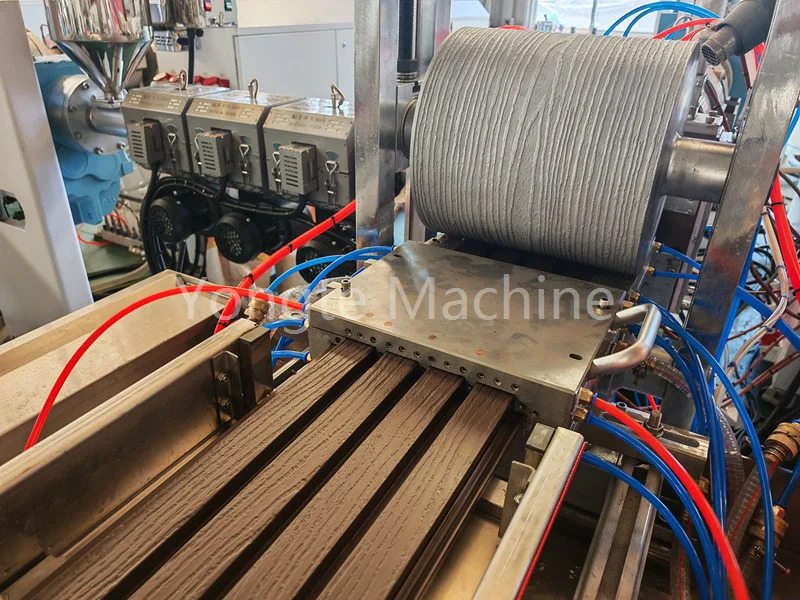
Yongte تولید کننده حرفه ای برای سرعت بالا استخط اکستروژن عرشه WPC با ظرفیت بالا برای ساخت محصولات دکینگ WPC با کیفیت بالا. برای به حداکثر رساندن سرعت تولید درخط اکستروژن عرشه WPCs، استراتژی اصلی بر پنج هدف به هم پیوسته متمرکز است: تثبیت راندمان پلاستیک سازی، به حداقل رساندن مقاومت مواد، فعال کردن خنک کننده سریع، اطمینان از همگام سازی خط کامل، و کاهش زمان خرابی - همه در عین رعایت استانداردهای کیفیت محصول دقیق.

I. فرمولاسیون و پیش تصفیه مواد اولیه (بنیاد اکستروژن صاف)
1. بهینه سازی فرمول برای افزایش جریان پذیری و پایداری حرارتی
· عامل سازگاری/پیوند دهنده: به مقدار کافی PE/PP پیوندی با انیدرید مالئیک (مانند MAH-g-PE) اضافه کنید تا چسبندگی پودر چوب به پلاستیک را افزایش دهید، در نتیجه تجمع و شکستگی مذاب را کاهش دهید.
· سیستم روان کننده:
o روان کننده های داخلی (مانند اسید استئاریک، موم پلی اتیلن) ویسکوزیته مذاب را کاهش می دهند و در نتیجه حرارت برشی پیچ و بار واحد اصلی را کاهش می دهند.
o روان کننده های خارجی (مانند پارافین، موم پلی اتیلن اکسید شده): اصطکاک ماده به سیلندر/قالب را کاهش می دهد و فشار اکستروژن را کاهش می دهد.
o مقدار کل افزودنی باید بین 1٪ تا 3٪ کنترل شود تا از لغزش بیش از حد خارجی که ممکن است باعث چینه بندی و نقص سطح شود جلوگیری شود.
· پرکننده و پودر چوب: میزان رطوبت پودر چوب باید تا 3% با اندازه ذرات یکنواخت (80 تا 120 مش) کنترل شود. کربنات کلسیم فعال باید برای کاهش جذب روغن و افزایش ویسکوزیته انتخاب شود.
2. اختلاط و پیش پلاستیزه کردن (گلوگاه جلویی)
· اختلاط داغ با سرعت بالا همراه با اختلاط سرد، اختلاط یکنواخت و بدون مناطق مرده را تضمین میکند و از "مواد مرده" یا تجمع موضعی جلوگیری میکند.
· در صورت امکان، فرآیند پیش آسیاب را می توان برای ذوب مواد پودری در گرانول ها ادغام کرد و از تغذیه پایدارتر، پلاستیک سازی سریع تر و افزایش 20 تا 30 درصدی سرعت خط اطمینان حاصل کرد.

II. میزبان و پیچ اکسترودر (واحد قدرت هسته)
1. بهینه سازی پیچ و بشکه
· نسبت تصویر بالا (L/D=40-48) و پیچهای دوقلوی موازی با گشتاور بالا برای افزایش عملکرد برشی و اختلاط انتخاب شدهاند و آنها را برای فرمولهای WPC پر پرکننده مناسب میسازد.
· ترکیب پیچ: افزایش حجم بخش انتقال، بهینه سازی طرح بلوک اختلاط / بلوک برشی، کاهش حرارت برشی و بهبود راندمان انتقال تحت فرض پلاستیک سازی.
· گرمایش بشکه قالب: از کنترل دمای دقیق منطقه ای (PID) با نوسانات دما ≤±1℃ برای جلوگیری از گرمای بیش از حد موضعی یا پلاستیک سازی ناکافی استفاده می کند.
2. تطبیق سرعت و بار (کلید شتاب)
· سرعت موتور: به تدریج سرعت را افزایش دهید و در عین حال 70 تا 90 درصد گشتاور نامی و جریان پایدار را حفظ کنید (سیستم های PE/PP می توانند به 150-250 دور در دقیقه برسند).
· همگامسازی تغذیه: یک فیدر کاهش وزن استفاده میشود که به صورت حلقه بسته با سرعت چرخشی دستگاه اصلی مرتبط میشود تا از نرخ پر شدن شکاف پیچ 70٪ تا 90٪، جلوگیری از "چرخش بیحرکت" یا اضافه بار جلوگیری کند.
· سیستم خلاء: خلاء بالا را پایدار نگه میدارد (0.08- تا 0.09 مگاپاسکال)، بخار آب و اجزای فرار را فوراً حذف میکند، حبابها را کاهش میدهد، کیفیت سطح را بهبود میبخشد و سرعت پردازش را افزایش میدهد.

III. قالب و تنظیم (تعیین حداکثر سرعت خطی)
1. طراحی قالب و بهینه سازی کانال جریان
· نوع آویز و سر قالب نوع دم ماهی که توسط شبیهسازی CFD بهینه شدهاند، کانال جریان صاف و توزیع فشار یکنواخت دارند که میتواند از چسبیدن مواد و گرمای بیش از حد موضعی جلوگیری کند.
· شکاف قالب معقول است و نسبت تراکم متوسط (3-5:1) است که فشار اکستروژن و مقاومت مذاب را کاهش میدهد.
· گرمایش قالب: با کنترل دمای منطقه ای و قدرت گرمایش کافی، دمای مذاب در حفره قالب تضمین می شود که یکنواخت و سیالیت ثابت است.
2. سیستم کالیبراسیون (گلوگاه اصلی برای بهبود سرعت)
· میز تنظیم دراز (معمولاً 8 تا 12 متر) منطقه خنک کننده و زمان تماس را افزایش می دهد.
· گذرگاه خنک کننده:
o آب در گردش با جریان بالا و دمای پایین (15 تا 25 درجه سانتی گراد) برای دفع سریع گرما و کوتاه شدن زمان گیرش استفاده می شود.
o اسپری چند نقطه ای در قالب و جذب خلاء تضمین می کند که پروفیل به سرعت به قالب می چسبد، ثبات ابعادی را حفظ می کند و از تغییر شکل جلوگیری می کند.
· پایداری خلاء: اطمینان حاصل میکند که پروفیل کاملاً در قالب شکلدهی با خنککننده یکنواخت جذب میشود و سرعت کشش را به میزان قابل توجهی افزایش میدهد.
IV. کشش، خنک کننده، و بخش عقب (همگام در سراسر خط)
1. سیستم کشش
· ماشین کشش چند رول با اصطکاک بالا با سرعت اصلی دستگاه در حلقه بسته (PID)، با نوسان سرعت خطی ≤±0.1 متر در دقیقه هماهنگ شده است.
· نرخ اکستروژن مطابق با سرعت کشش: با فرض اجازه دادن به خنکسازی شکلدهی، به تدریج کشش را افزایش دهید تا به "اکستروژن با سرعت بالا + کشش با سرعت بالا" برسید.
2. سیستم خنک کننده (خنک کننده ثانویه)
· مخزن آب خنککننده اسپری را (5 تا 10 متر) گسترش دهید تا مطمئن شوید که پروفیلها پس از خروج از میز شکلدهی به سرعت در دمای اتاق خنک میشوند و از تغییر شکل بعدی یا برش ضعیف جلوگیری میشود.
· کمک فن خنک کننده: خنک کننده هوای اجباری سطحی برای افزایش راندمان خنک کننده.
3. برش و پالت کردن (کاهش زمان خرابی)
· تولید بدون توقف مداوم است.
· پارامترهای برش را برای کاهش سوراخها و ضایعات، و کاهش دفعات تعویض و تمیز کردن ابزار بهینه کنید.
· پالت بندی / روی هم چیدن خودکار: مداخله دستی را کاهش می دهد و کارایی تولید را بهبود می بخشد.

V. کنترل فرآیند و هوشمندی (شتاب تثبیت شده)
· بهینه سازی منحنی دما:
o بشکه: دمای پایین در بخش تغذیه (ضد پل) ← گرمایش تدریجی در بخش پلاستیک سازی ← دمای ثابت در بخش همگن ← در سر قالب کمی بالاتر (برای حفظ سیالیت).
o از الگوی «جلو کم، عقب بالا» برای جلوگیری از پلاستیک سازی ناکافی و افزایش فشار اجتناب کنید.
· پایش فشار:
فشار سر قالب را در محدوده معقولی (مثلاً 10-18 مگاپاسکال) حفظ کنید. اگر نوسانات فشار قابل توجهی رخ داد، سرعت را کاهش دهید یا فرمول/قالب را بررسی کنید.
· کنترل سیستم یکپارچه:
PLC تمام اجزا از جمله میزبان، تغذیه، خلاء، کشش، خنک کننده و برش را با شروع/توقف یک لمس و تنظیم پارامتر در زمان واقعی مدیریت می کند.
· بازرسی آنلاین:
اندازهگیری قطر لیزر، بازخورد بیدرنگ ضخامت/عرض، تنظیم دقیق کشش/دما، کاهش ضایعات و زمان توقف برای تنظیمات.

خلاصه
برای دستیابی به بهینه سازی جامع، بهبودها باید چندین حوزه حیاتی را در بر گیرند: فرمول و پیش تصفیه مواد خام، پیکربندی ماشین اصلی اکستروژن و پیکربندی پیچ، طراحی قالب و سیستم های شکل دهی، خنک کننده کششی و فرآیندهای پایین دست، و همچنین کنترل فرآیند و سیستم های مدیریت هوشمند. اول، بهینه سازی فرمول مواد برای افزایش سیالیت و پایداری حرارتی - همراه با اختلاط دقیق و پیش پلاستیزه کردن - پایه اساسی را برای اکستروژن صاف ایجاد می کند. دوم، ارتقاء مجموعههای پیچ و مهره در حالی که از تطابق بهینه سرعت و بار اطمینان حاصل میشود، به عنوان یک محرک اصلی برای افزایش سرعت عمل میکند. سوم، طراحی پیچیده قالب، بهینهسازی کانال جریان، و بهبود جدول شکلدهی خلاء بهعنوان توانمندسازهای حیاتی برای به حداکثر رساندن سرعت خط عمل میکنند. علاوه بر این، بهینهسازی فرآیند پاییندست - شامل سیستمهای کشش، خطوط خنککننده، و برش/پالتسازی خودکار - همگامسازی تمام خط را تسهیل میکند و زمان توقف تولید را به حداقل میرساند. در نهایت، کنترل فرآیند پیشرفته و فنآوریهای هوشمند، تولید پایدار و ثابت را تضمین میکنند و در نتیجه بهبود سرعت پایدار را بدون به خطر انداختن کیفیت محصول محقق میکنند.
اخبار مرتبط
- آزمایش ساخت پوسته نارگیل در عرشه WPC
- دستگاه خرد کن و سنگ زنی پودر چوب با بازده بالا و صرفه جویی در مصرف انرژی: Yongte از پذیرش عملکرد مشتری اروپایی در محل عبور می کند.
- گرانولاتور WPC با کارایی بالا برای مشتریان اروپایی
- خط اکستروژن چوب پلاستیکی برای پانل های 50 میلی متری ضخیم
- Yongte خط اکستروژن قاب درب WPC فوم جامد را برای مشتری هندی تکمیل می کند
- آیا دستگاه الوار پلاستیکی Yongte می تواند اشکال و اندازه های مختلف الوار پلاستیکی تولید کند؟
برای من پیام بگذارید











