

راه حل فنی برای حل سرعت اکستروژن نامتعادل خط اکستروژن پروفیل پلاستیکی چهار حفره ای
راه حل فنی برای حل سرعت اکستروژن نامتعادل خط اکستروژن پروفیل پلاستیکی چهار حفره ای
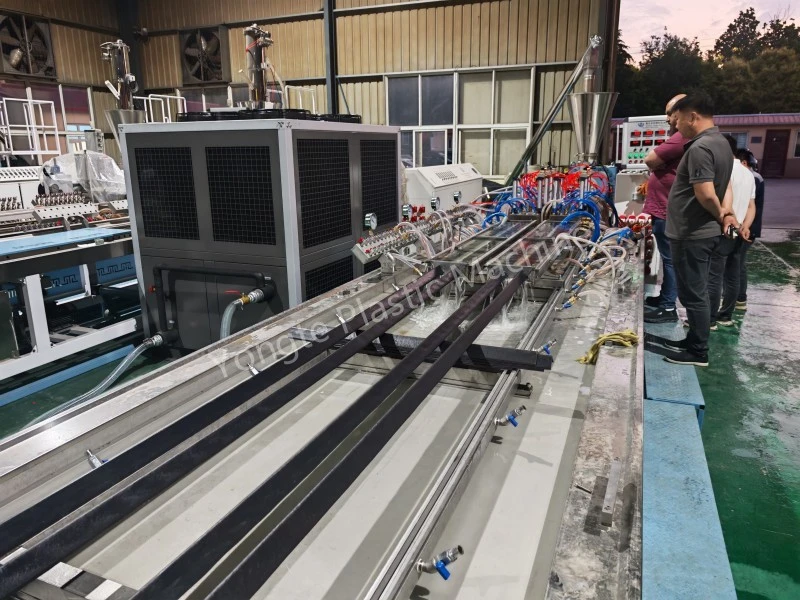
در فرآیند تولید اکستروژن پروفیل پلاستیکی چهار حفره، سرعت اکستروژن نامتعادل در بین چهار حفره یک مشکل فنی رایج است. این موضوع مستقیماً باعث ناهماهنگی دقت ابعادی محصول، ضخامت دیواره ناهموار، پروفیل های معیوب و کاهش بازده تولید می شود که به طور جدی پایداری و کارایی تولید انبوه را محدود می کند. بر اساس مواد تولید واقعی و مشخصات محصول مشتریان، تیم مهندسی Yongte یک طرح طراحی قالب بهینه سازی شده حرفه ای و سیستم پشتیبانی را برای حل کامل مشکل سرعت عملکرد ناسازگار پروفیل های چهار حفره، تحقق تولید با دقت بالا، پایدار و همزمان خطوط اکستروژن چهار حفره، توسعه داده است.
1. پیشینه مشکلات فنی
قالب های اکستروژن چهار حفره یکپارچه سنتی یک ساختار یکپارچه گرمایش و کنترل جریان را اتخاذ می کنند. تحت تأثیر عواملی مانند توزیع ناهموار جریان مذاب، انحراف دمایی مناطق محلی قالب، و خطاهای مونتاژ پردازش، سرعت اکستروژن چهار حفره مستعد ناسازگاری در طول تولید مداوم است. انحراف سرعت بین حفرهها منجر به تفاوت در سرعت شکلدهی پروفیل و انقباض خنکشدگی میشود که منجر به نقصهای کیفی دستهای مانند تاب برداشتن، تغییر شکل، اندازه خارج از تحمل و صافی سطح ناهموار محصولات نهایی میشود که نمیتواند الزامات تولید استاندارد بالا را برآورده کند.
2. طرح طراحی بهینه شده حرفه ای
مهندسین Yongte در ترکیب با ویژگی های مواد خام مشتری، پارامترهای ساختار محصول و شرایط تولید در محل، طراحی سفارشی شده هدفمند را برای ساختار قالب، کنترل جریان، برش کشش و سیستم انتقال کمکی با راه حل های فنی دقیق به شرح زیر انجام داده اند:
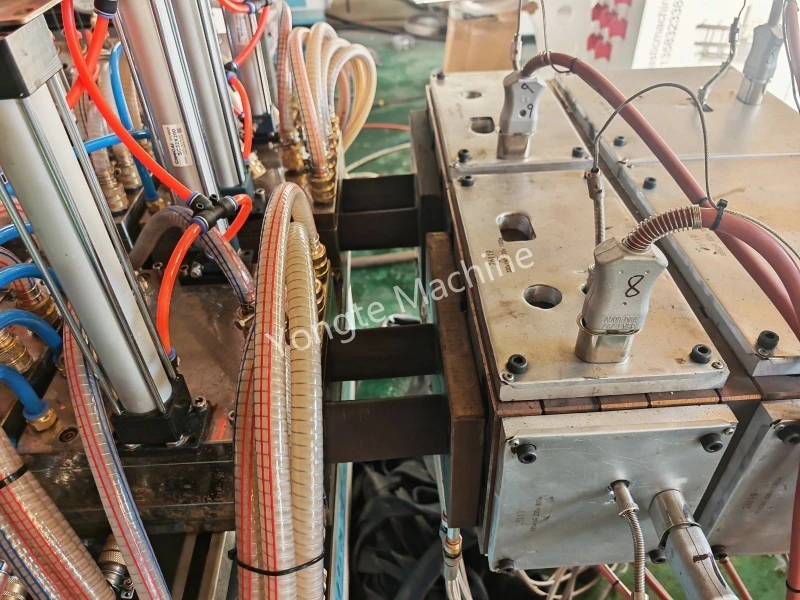
2.1 ساختار بدنه دای دوگانه با کنترل مستقل دما
بدنه قالب چهار حفره انتگرال اصلی به a بهینه شده استساختار بدنه قالب مستقل دوگانه، با هر بدنه قالب مجهز به دو حفره اکستروژن. دو مجموعه بدنه قالب در طراحی ساختاری و سیستم کنترل دما کاملاً مستقل هستند. هر بدنه قالب با یک ماژول گرمایش مستقل و واحد کنترل دما پیکربندی شده است که می تواند تنظیم دقیق دما و کنترل دمای ثابت را انجام دهد. این طرح به طور موثر مشکل سیالیت مذاب ناسازگار ناشی از انحراف دمای قالب یکپارچه را حل میکند، حالت ذوب پلاستیک هر حفره را از منبع تثبیت میکند و علت اساسی اختلاف سرعت بین بدنههای قالب مختلف را حذف میکند.

2.2 مکانیزم تنظیم جریان مستقل برای یک بدنه قالب
هر بدنه مستقل به یک دستگاه مهره تنظیم جریان ویژه مجهز شده است. برای انحراف سرعت دو حفره در داخل یک بدنه قالب تکی ناشی از اختلاف جریان کوچک و خطاهای مونتاژ، می توان تنظیم دقیق آنلاین را از طریق مهره تنظیم جریان انجام داد. با تنظیم دقیق جریان تغذیه مذاب در یک حفره، می توان سرعت اکستروژن دو حفره در بدنه یکسان را کاملاً همزمان نگه داشت و کالیبراسیون سطح میکرو سرعت حفره را درک کرد و از یکنواختی خروجی اکستروژن و سرعت تشکیل هر حفره در همان گروه اطمینان حاصل کرد.
2.3 سیستم کنترل سرعت کشش مستقل دوگانه
یک مجموعه دوگانه از سیستمهای کششی مستقل برای مطابقت با بدنه دوگانه و طرح حفره دو گروهی پیکربندی شدهاند. متفاوت از حالت تک کشش سنتی که چهار حفره را به طور همزمان هدایت می کند، دو مجموعه تجهیزات کششی به طور مستقل با برنامه های کنترل سرعت جداگانه عمل می کنند. این سیستم میتواند به طور مستقل سرعت کشش دو گروه از پروفیلهای دو حفره را با توجه به سرعت اکستروژن واقعی دو بدنه قالب تنظیم کند، تطابق دینامیکی سرعت اکستروژن و سرعت کشش، اجتناب از کشش پروفیل، انقباض و انحراف ابعادی ناشی از کشش ناهمزمان، و اطمینان بیشتر از ثبات کلی چهار سرعت کاوی.

2.4 سیستم برش با طول ثابت مستقل
مطابق با ساختار اکستروژن و کشش دو گروهی، دو مجموعه از سیستم های برش مستقل برای عملیات برش با طول ثابت جداگانه مجهز شده اند. هر سیستم برش به طور مستقل سرعت دویدن و حرکت تغذیه گروه مربوطه از پروفیل ها را ردیابی و مطابقت می دهد. حالت کنترل برش مستقل خطای برش و ناهماهنگی طول ناشی از برش یکپارچه پروفیل ها با اختلاف سرعت جزئی را حذف می کند، دقت برش با طول ثابت هر پروفیل حفره را تضمین می کند و نرخ صلاحیت محصول را بهبود می بخشد.

2.5 تطبیق سیستم انتقال و انباشته شدن خودکار
دو مجموعه از قفسههای انتقال و انباشته مستقل پیکربندی شدهاند که دقیقاً با سیستمهای برش دوگانه مطابقت دارند. پس از اتمام برش با طول ثابت توسط تجهیزات برش، تجهیزات انتقال و انباشتن به طور خودکار کار دریافت، انتقال و انباشتن مواد گروه مربوطه از پروفیل ها را تکمیل می کند. عملکرد همزمان و مستقل سیستم انتقال از تجمع مواد، اکستروژن و سردرگمی انتقال ناشی از سرعت ناهمزمان پروفیل های مختلف حفره جلوگیری می کند، عملکرد صاف و مداوم کل خط تولید را تضمین می کند و تولید خودکار و منظم را تحقق می بخشد.

3. مزایای فنی و اثرات تولید
از طریق طراحی سفارشی سیستماتیک فوق، مشکل سرعت اکستروژن چهار حفره ای ناسازگار در تولید پروفیل پلاستیکی به طور کامل حل می شود. کنترل دمای مستقل دوگانه + تنظیم دقیق جریان تک گروهی + سیستم کشش و برش مستقل دوگانه یک سیستم کالیبراسیون سرعت و کنترل سنکرون کامل را تشکیل می دهد. این طرح دارای مزایای قابل توجه زیر است: اول، کنترل منبع جریان مذاب و دما را درک می کند و اختلاف سرعت اولیه اکستروژن را حذف می کند. دوم، تنظیم دقیق پویا سرعت را در فرآیند تولید برای اطمینان از عملکرد همزمان طولانی مدت چهار حفره متوجه می شود. سوم، سیستم کمکی خودکار تطبیق، ثبات تولید و ثبات محصولات نهایی را بهبود می بخشد.
پس از تایید تولید در محل، این طراحی بهینه شده به طور موثر تحمل ابعادی و میزان عیب شکل دهی پروفیل های چهار حفره را کاهش می دهد، ثبات کلی تولید و راندمان تولید خط اکستروژن را بهبود می بخشد و برای تولید استاندارد طولانی مدت و با حجم بالا پروفیل های پلاستیکی مختلف مناسب است.

اخبار مرتبط
- 4 حفره پلاستیکی خط تولید تحویل به اردن پس از راه اندازی موفقیت آمیز
- راه حل های حرفه ای برای زرد شدن، رگه ها و ترک خوردگی سطوح درب کامپوزیت چوب-پلاستیک
- 4 دستگاه اکستروژن پروفیل پلاستیکی بازیافتی حفره ای به سرعت بالای 8 متر در دقیقه می رسد
- راه حل برای مشکلات تولید اکسترودر WPC
- از چه موادی می توان در دستگاه Yongte WPC استفاده کرد؟
- خط تولید بازیافت نساجی زباله با موفقیت آزمایش شد
برای من پیام بگذارید











